news
Mastering Stamping Dies A Comprehensive Application Guide
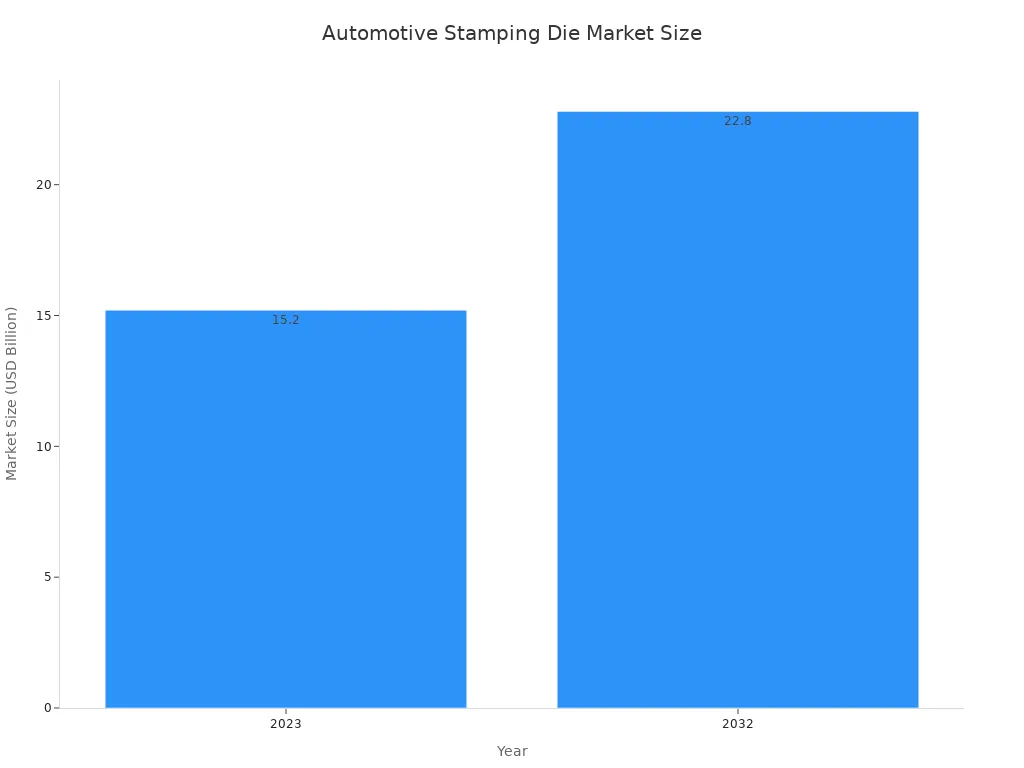
I believe mastering STAMPING DIES is absolutely crucial for manufacturing success. The choices we make about these tools directly impact our product quality and efficiency. Think about it: a well-chosen die ensures precision, reduces waste, and speeds up production. The market for automotive stamping dies alone was a massive USD 15.2 billion in 2023. Experts project it will grow to USD 22.8 billion by 2032.
This significant growth shows the industry's reliance on effective die selection. My goal is to help you navigate this complex world. I want to ensure your projects achieve peak performance.
Key Takeaways
- Stamping dies are crucial tools. They shape metal into parts. Understanding their types helps make good choices.
- Choosing the right stamping die is important. Consider the part's shape, how many you need, and the material. This saves money and improves quality.
- Regular care keeps stamping dies working well. Clean and sharpen them often. Store them correctly to prevent damage.
- New technologies are changing stamping dies. Smart dies use sensors. New materials make dies last longer. These changes improve how we make things.
Understanding the Core of STAMPING DIES

I want you to grasp the basics. Understanding the core of STAMPING DIES is like knowing the engine of a car. It makes everything else make sense. This fundamental knowledge empowers you to make better decisions.
The Fundamental Stamping Process
I see the stamping process as a series of precise steps. It transforms flat metal into complex parts. Let me walk you through it:
- Design & Material Selection: First, we design the part using computer software. We also pick the right metal. This ensures the part works well and looks good.
- Blanking: Next, we cut large metal sheets into smaller, specific shapes. We call these "blanks." They are our starting pieces.
- Forming: Then, we shape the blank. We use pressure from the die. This can involve bending, coining, or flanging the metal.
- Piercing/Cutting: We add holes or cutouts if the part needs them. This happens as part of the shaping.
- Trimming: We remove any extra metal. This makes the part's shape perfect and meets all specifications.
- Finishing: After shaping, we might polish, deburr, or coat the part. This improves how it looks and works.
- Quality Control: Finally, we check every part. We make sure it is accurate and meets our high standards.
Key Components of STAMPING DIES
A stamping die is not just one piece. It is a complex tool made of many parts. Each part plays a vital role. I want you to know these essential components:
- Die Set Structure: This is the main frame. It holds everything together and keeps it aligned.
- Die Shoes (Upper and Lower): These are the heavy base plates. They mount all the working parts. They handle the strong forces of stamping.
- Punches (Cutting and Forming): These are the male parts. They cut or shape the metal. They push through the material.
- Die Buttons (Die Matrix): These are the female parts. They work with the punches to cut the material. They have a hole matching the punch.
- Stripper Plates: These plates remove the metal from the punch. They pull it off after the punch does its work.
- Guide Pins and Bushings: These ensure the top and bottom parts of the die line up perfectly. This is crucial for precision.
- Nitrogen Cylinders and Springs: These provide the force needed for stripping and lifting. They help move the material.
- Lifters and Pilot Pins: These help feed the metal strip. Lifters raise it, and pilot pins correct its position.
Exploring Major STAMPING DIES Types
I believe understanding the different types of STAMPING DIES is essential. Each type offers unique advantages. Choosing the right one can dramatically improve your manufacturing process. Let me guide you through the major categories.
Progressive STAMPING DIES
I find progressive STAMPING DIES incredibly efficient. They work by moving a metal strip through a series of stations. Each station performs a different operation. This continuous process creates a finished part.
I see many benefits with progressive dies. They offer incredible speed. We can produce parts much faster. This is because of the continuous material feed. It leads to lower cycle times for high-volume parts. I also notice less scrap material. This die type uses most of the metal. It reduces waste and saves money. Setting them up is quicker too. We can perform many operations in one go. This saves valuable time. Progressive dies also handle more complex geometries within a single process. This means we can create intricate parts easily. They support longer production runs without frequent changes. This ensures consistent output. I always see high repeatability with these dies. They deliver consistent part quality. This minimizes failed parts. All these factors lead to a lower cost per part. This makes them very cost-effective.
I recommend progressive dies for many industries. They are perfect for quick production of small parts. These parts often need close tolerances. I see them used in automotive, electronics, and aerospace. They also serve the food and beverage, agriculture, home care, locomotive, retail, and medical sectors.
Compound STAMPING DIES
I often turn to compound STAMPING DIES for specific tasks. These dies are special. They perform multiple operations at the same time. They do this in a single press stroke. For example, they can cut and punch a part all at once.
I appreciate their efficiency. Each action happens in one press cycle. This boosts efficiency. It also cuts down manufacturing time. I find them ideal for high-speed metal stamping. They deliver great accuracy. We use them for parts in electronics or medical equipment. They are best for high-volume production. They also work well for high-precision runs. Their cost is justified by their output.
Compound dies produce highly accurate parts. They use minimal tooling. This makes them great for high-volume production. They are perfect for industries needing accuracy. Think automotive and aerospace. They create complex shapes in one operation. They are best for flat parts. These parts need compatible operations. Washers or gaskets are good examples. They ensure excellent part flatness. They also hold tight tolerances. I see them in automotive components like brackets and clips. They are also in electrical connectors and aerospace fasteners.
Transfer STAMPING DIES
I find transfer STAMPING DIES fascinating. They handle complex parts with ease. They use a series of stations. A mechanical system moves the part from one station to the next.
Here is how they work: 1. Coil Feeding and Blanking: We feed raw metal coils into the press. The initial part shape, called a blank, is cut. Sometimes, we use pre-made blanks. 2. Blank Gripping and Part Liftoff: The press opens. Lifters raise the blank. A transfer system then grips the blank's edges. 3. Transfer to Next Station: The system lifts the blank. It moves it to the next die station. It places it precisely. The grippers release the part. The press ram then comes down. 4. Multi-Station Forming Processes: The part moves through many stations. Each station does a specific job. This could be drawing, trimming, or piercing. 5. Secondary Operation Integration: We can add more steps. This includes tapping for holes or welding. These happen right in the die. 6. Final Ejection: The finished part is gripped again. It goes onto a conveyor or into a container. It is often fully assembled.
I see many benefits for complex parts. They offer enhanced deep-drawing capabilities. The blank is not held back. Material flows freely. This creates deep sections. They have uniform wall thicknesses. This is great for parts like engine oil pans. They also provide optimized material usage. We save money. This is because we use less metal. It is also better for the environment. They give us increased design freedom. We can add complex features. This includes side holes or angled flanges. This leads to more functional designs. We can also integrate production processes. This means we can do welding or assembly right in the die. This saves time and reduces costs. Finally, they ensure superior part quality. Each station does a few operations. This allows for great control. It results in consistent quality.
Blanking STAMPING DIES
I often rely on blanking STAMPING DIES for the initial stage of many projects. These dies are fundamental. They cut out the basic shape of a part from a larger sheet of material. Think of it as cutting cookies from dough.
The main purpose of blanking dies is clear: * They punch pieces in specific shapes. * They do this from sheets or strips of raw material.
I find them incredibly versatile. They handle a wide range of materials. * Commonly processed materials include aluminum, carbon steel, stainless steel, and plastic.
I use blanking dies to create the foundation for more complex parts. They ensure precision from the very start. This precision is critical for all subsequent operations. A well-blanked part means less waste and better quality down the line. I always make sure my blanking dies are sharp and well-maintained. This guarantees clean cuts and consistent part dimensions.
Coining STAMPING DIES
I consider coining STAMPING DIES to be masters of detail. They are unique. They create highly precise and finely finished components. Coining is a metal stamping technique. It replicates the shape and features of a coin onto a small piece of metal. It is a closed die forging technique. Two dies close towards each other. They stamp the metal specimen. This happens either entirely or partially.
Coining dies offer exceptional detail and a superior finish. This results in a smooth and refined surface quality. I find their distinguishing features truly impressive: * They are designed for high-precision shaping. * They are capable of creating detailed and finely finished components. * They offer exceptional detail and a superior finish. This results in a smooth and refined surface quality.
A key advantage of coining is its ability to produce metal products with high tolerances. It is also a straightforward process. It effectively creates permanent deformations on the product. This increases its resistance against impacts and other physical abrasions.
I use coining dies when intricate designs and high accuracy are paramount. Their typical applications show their precision: * They are primarily used in the jewelry industry. * They are utilized for manufacturing medical devices. These devices require precise and delicate components. * They are ideal for applications where intricate designs, high accuracy, detail, and finish are paramount. * They are perfect for detailed medical components.
I recommend coining dies for projects demanding the highest level of detail and surface quality. They deliver results that other dies simply cannot match.
Embossing STAMPING DIES
I turn to embossing STAMPING DIES when I need to add raised designs to a material. These dies create a three-dimensional effect. They push the material up or down. This forms a relief pattern.
Embossing dies can accommodate complex designs. They handle intricate symbols, company logos, and artistic touch marks. This goes beyond simple alphanumeric text. I always work with experienced die makers. This is essential for translating design elements from artwork into functional tooling.
I also consider material properties and intended use. This is especially crucial for dies marking curved, concave, or convex surfaces. It ensures uniform contact and consistent impression quality. Precision calculations are required for curved surfaces. This compensates for variations and material behavior.
I have learned some important design considerations for embossing dies: * Avoid combining thin and bold lines. Thinner copy will not emboss as deeply as bold artwork. This leads to uneven results. * Avoid screens and fine patterns. These do not reproduce crisply. They often look unintentional in embossing or debossing.
The choice of die material also matters. It depends on several factors: * Surface Area Pressure: Larger surface areas require more pressure. This influences the choice between magnesium (smaller areas, smoother papers), copper (larger areas, textured papers, long runs), and brass (combination foil and embossing dies). * Artwork Designs: Bold and uniformly spaced designs require more pressure (copper). Fine detail and unevenly distributed artwork need less pressure (magnesium). * Length of Press Run: Longer runs cause erosion. This makes copper dies recommended. Brass or copper are better for high heat and long runs. * Substrates: Tougher paper stock requires more durable metal. Magnesium works for smoother papers. Copper is better for heavily textured papers and longer runs. * Handling and Maintenance: Proper press adjustments can extend die life.
I find embossing dies perfect for adding branding, decorative elements, or functional textures. They elevate the aesthetic and tactile quality of a product.
Forming STAMPING DIES
I often rely on forming STAMPING DIES when I need to bend, stretch, or shape metal without actually cutting it. These dies are crucial for transforming flat sheets into three-dimensional components. They apply pressure to the material, causing it to plastically deform and take on the die's shape. I find this process incredibly versatile for creating parts with specific contours and structural integrity.
Forming dies are essential for a wide range of applications. I use them to create everything from simple bends in brackets to complex curves in automotive body panels. They are perfect for parts that need strength and a specific geometric form. The key here is that the material flows and changes shape, rather than being removed. This often results in stronger parts because the grain structure of the metal remains continuous. I always ensure the die design accounts for material spring-back, which is the tendency of metal to partially return to its original shape after forming. This careful consideration guarantees the final part meets precise specifications.
Drawing STAMPING DIES
When I need to create hollow, cup-shaped, or box-like parts from flat metal sheets, I turn to drawing STAMPING DIES. This process, especially deep drawing, is a powerful technique. It pulls the metal into a die cavity, stretching and shaping it into the desired form. I find it indispensable for producing seamless components like pots, pans, fuel tanks, and even complex medical device housings.
However, deep drawing presents its own set of challenges. I have encountered several issues that can compromise part quality: * Metal Fracture: This often happens when the clearance between the punch and the die is incorrect. If it's too small, too large, or uneven, the metal can tear. * Wrinkles on the Top Edge: I usually see this when the blank holder is too tight, unbalanced, or has a burr. This prevents the metal from flowing smoothly into the die. * Uneven Top Rim: Poor punch-die alignment is usually the culprit here. It causes too much material to be drawn into one side of the die. * Fractures at the Bottom of the Cup: Nicks or galling on the blank or blank holder surface can reduce material flow, leading to cracks at the bottom of the drawn part. * Excess Material at the Top of the Drawn Shell: This occurs when the material is too thick or the die clearance is too small, again hindering proper metal flow.
I have developed effective solutions to overcome these hurdles and ensure high-quality results: * Intermediate Annealing: For high-hardness stainless steel, I often incorporate an intermediate annealing process. Heating the material at 1150℃~1170℃ for about 30 minutes eliminates residual stress and restores its structure. This prevents deformation or cracking during subsequent drawing steps. * Appropriate Lubricants: Using high-performance lubricants is critical. I prefer polyvinyl fluoride film, which forms a tough, elongated film between the punch and die inserts. This film isolates the deformed stainless steel plate from the tool surface, significantly improving tool life and product pass rates. * Preventive Measures: I always use white cast iron for the blank holder because it has excellent oil storage properties. I also employ a tapered blank holder circle and ensure all tool inserts have smooth, crack-free edges. These small details make a big difference. * Press Retrofitting: To combat radial drawing stress and tangential stress, which can cause wrinkling and fracturing, I retrofit presses with cushions and draw rings. This allows the material to flow slowly and evenly, drastically reducing these issues. * In-House Tooling: I find that designing and producing tooling in-house gives me faster turnaround times and greater control over the process. * Complex Tooling Designs: I often utilize complex three-piece and four-piece tooling designs. These promote optimal metal flow, especially for intricate parts. * Simulation Software: Before I even cut metal, I run my tool designs through simulation software. This helps me verify the designs, identify potential thinning or ripping, and make adjustments virtually, saving time and material.
By implementing these strategies, I consistently achieve superior results with drawing dies, producing complex, high-quality parts efficiently.
Selecting the Right STAMPING DIES for Your Project
I believe choosing the correct STAMPING DIES is one of the most critical decisions you will make. This choice directly impacts your project's success. It affects everything from part quality to production costs. I always consider several key factors. These factors guide me to the optimal die solution for each unique project.
Part Complexity and Geometry for STAMPING DIES
I always start by analyzing the part's complexity and geometry. This is the first step in selecting the right die. Simple parts, like flat washers or basic brackets, often require less complex dies. I might use a blanking die for these. It cuts the basic shape efficiently.
However, many projects involve intricate designs. These parts have multiple bends, holes, or deep draws. For these, I need more sophisticated tooling. A progressive die can handle many operations in sequence. A transfer die is perfect for very complex, deep-drawn parts. It moves the part through various stations. I carefully examine the part's features. I look at the number of bends, the tightness of radii, and the precision of holes. These details tell me which die type will achieve the required accuracy and finish. I know that a well-matched die to part geometry ensures consistent quality and minimizes rework.
Production Volume for STAMPING DIES
Production volume is another major factor I consider. It heavily influences the economic viability of different die types. For low-volume runs, I often opt for simpler, less expensive dies. These might be single-stage or compound dies. Their lower initial cost makes them practical for smaller batches.
However, when I face medium to high annual production volumes, my strategy shifts. I find that progressive die stamping is justified for these projects. It is particularly suitable for requirements of hundreds of thousands or even millions of parts over the tool's useful life. The initial tooling investment becomes worthwhile when annual volumes are medium to high. This is because progressive dies offer incredible efficiency. They produce parts much faster. This leads to a significantly lower cost per part in the long run. I always weigh the upfront tooling cost against the long-term production savings. This helps me make the most cost-effective decision for your project.
Material Type and Thickness for STAMPING DIES
I know that the material type and its thickness profoundly impact die design and material selection. Different metals behave differently under pressure. I must account for these characteristics.
| Material Type | Thickness Range (mm) | Key Considerations for Selection |
|---|---|---|
| Low-carbon steel, Stainless steel, Aluminum, Brass | 0.5 - 3 (up to 6 in some cases) | Strength, hardness, corrosion resistance, magnetic properties, weight, formability, cost, availability |
| Material Type | Minimum Inside Bend Radius Ratio (relative to thickness) | Standard Draft Angle (per side) |
|---|---|---|
| Aluminum alloys | 1:1 | 3-5° |
| Low carbon steel | 0.5:1 | 2-3° |
| Stainless steel | 1:1 | 4-6° |
I commonly work with ductile materials like low-carbon steel, stainless steel, aluminum, and brass. Their typical thicknesses range from 0.5mm to 3mm, though I can sometimes work with up to 6mm. When I select a material, I consider its strength, hardness, corrosion resistance, magnetic properties, weight, formability, cost, and availability. Understanding a material's formability, flexibility, and bending behavior is crucial during my design phase.
I also pay close attention to thickness variations. These can increase scrap rates and the risk of fracture. I always emphasize the need for uniform wall thickness. Springback is another critical consideration. This is the elastic recovery after forming. Material grade, hardness, part geometry, and grain orientation all influence it. I compensate for springback in my die design through overbending. The inside bend radius is vital for controlling springback. Specific minimum bend radii ratios vary by material type. For example, it is 1:1 for aluminum and stainless steel, but 0.5:1 for low-carbon steel.
Draft angles are essential for proper die clearance and part release. Their requirements differ based on the material. Low-carbon steel needs 2-3°, while stainless steel requires 4-6°. Deeper draws always require larger draft angles. Controlling the inside bend radius is also vital for part quality. Tighter radii increase strain hardening and the risk of cracking. Standard minimum inside bend radii are often expressed as a multiple of thickness. For instance, it is 0.5x for low-carbon steel and 1x for stainless steel and aluminum alloys. I also carefully plan hole and slot placement. I avoid highly deformed areas to maintain accuracy and reduce stress cracking.
Cost Considerations for STAMPING DIES
I know that cost is always a major factor in any manufacturing project. When I select STAMPING DIES, I carefully weigh the financial implications. This includes both the initial investment and long-term operational expenses. My goal is to achieve the best value without compromising quality or efficiency.
I see several key cost components. First, tooling and die efficiency demand my attention. I invest in robust, high-quality dies. This reduces upkeep and replacement expenses down the line. It is a smart upfront decision. Routine maintenance also adds to the cost. However, this maintenance is crucial. It decreases downtime and prolongs the die's life. This saves money in the long run.
Second, I consider workforce training and skill development. My team needs to be proficient. Training machinists and maintenance personnel reduces mistakes and inefficiencies. This includes promoting lifelong learning, certifications, and apprenticeships. These investments prevent costly errors and improve overall productivity.
Third, I evaluate my outsourcing strategy. I make decisions about in-house manufacturing versus outsourcing components. This can significantly impact costs. I often find that outsourcing low-complexity parts to specialists leads to cost reductions. They benefit from economies of scale. This allows me to focus my in-house resources on more complex, high-value tasks.
Ultimately, I aim for a balance. I want to minimize costs while maximizing output and quality. A well-planned budget for STAMPING DIES considers all these factors. It ensures a successful and profitable project.
Lead Time and Tooling Development for STAMPING DIES
I understand that getting products to market quickly is vital. Lead time in tooling development is a critical factor I always manage closely. It directly impacts our ability to gain a competitive edge and foster innovation. I focus on optimizing every stage of the process.
I work to streamline production processes. This means optimizing workflows and designing efficient dies. These efforts improve the speed and efficiency of our stamping operations. I also prioritize reduced setup and transition times. Minimizing delays between operations is key. I achieve this through well-planned layouts and automated systems. These steps help us achieve increased market speed. We deliver products to customers more quickly.
Choosing the right partner for tooling development is also crucial. I look for specific qualities in a provider: * Expertise: They must have a seasoned team. They need a proven track record in similar projects. This demonstrates proficiency in various materials and complex geometries. * Technology: I expect them to use the latest design, simulation, and production tools. This streamlines processes and improves precision. * Quality control: A strong quality assurance system is non-negotiable. This includes thorough inspection processes and certifications. It reduces defects and costly rework. * In-house tooling capabilities: The ability to design, build, and maintain tooling internally is a huge advantage. It gives us greater control over timelines. It also allows for quicker adjustments and reduced downtime.
I also recognize the challenges that can extend lead times. Tool wear and maintenance are constant concerns. Repeated die use leads to wear and tear. This alters geometry and impacts material flow. Regular maintenance is essential. Material waste and scrap generation also pose problems. Poor die design, especially for complex parts, increases scrap. This drives up material costs and reduces efficiency. Finally, required press force can be an issue. High press force for strong materials and complex geometries strains equipment. This increases operational costs and leads to premature wear and downtime.
To combat these challenges and optimize lead time, I heavily rely on simulation software. It is a game-changer across all stages: 1. Design Stage (Concept & Feasibility): I use simulation early on. It identifies potential forming issues like thinning, cracks, or wrinkles. It helps optimize part design for manufacturability. This reduces costly rework later. 2. Process Engineering Stage (Die & Process Planning): Simulation helps me define and optimize the forming process. I determine the optimal blank shape. I evaluate line versus transfer die feasibility. I refine die face design to control material flow. 3. Process Validation Stage (Virtual Try-Out): I detect forming defects virtually. This reduces physical iterations. I predict and compensate for springback. I validate press capabilities. 4. Tool Try-Out Stage (Physical Die Testing & Tuning): Simulation reduces physical try-outs. It pre-adjusts die geometry. It defines corrections for tool compensation. It optimizes press parameters. This minimizes rework costs and lead time.
By leveraging these strategies, I ensure our tooling development is efficient and our lead times are minimized. This keeps us competitive and responsive to market demands.
Best Practices in STAMPING DIES Design
I believe great design is the foundation of successful stamping. Following best practices ensures efficiency, quality, and safety. I always focus on these key areas to get the best results.
Optimizing Die Layout for Efficiency
I always strive to make my die layouts as efficient as possible. This directly impacts productivity and cost. I use advanced numerical simulation software. This helps me analyze structural behavior. I can remove material without compromising reliability. This improves efficiency and reduces costs. I also use simulation software to identify potential problem areas before fabrication. This helps eliminate scrap accumulation and jamming. I often employ progressive die-stamping techniques. These use continuous feeding systems. This minimizes waste and shutdowns.
I find progressive die stamping incredibly effective. It streamlines mass production. A machine with multiple stations performs precise tasks on the metal sheet. This ensures accuracy, homogeneity, and reduced material waste. I also focus on customized tooling design. I design tools with precision based on specific part requirements. This leads to higher productivity and reduced lead times. It also minimizes operational costs. This includes careful material selection for durability. I also perform structural analysis for energy efficiency.
Material Selection for Die Components
Choosing the right material for die components is crucial. It affects the die's lifespan and part quality. I consider wear resistance and toughness very carefully.
I often use tool steels. These are high carbon chrome steels. They have varying amounts of molybdenum, cobalt, and vanadium. They offer exceptional wear resistance. They can handle repeated loads and impacts. * Cold-work tool steels provide strength, impact toughness, and wear resistance. I use them for temperatures up to 400°F (200°C). * Hot-work tool steels combine these properties. They also perform well at higher temperatures. * High-speed tool steels deliver strength, impact toughness, and wear resistance. They keep these properties in environments up to 1000°F (540°C).
I also consider carbon steels. They are primarily iron and carbon. They are the most economical option. * Low-carbon steels are softest. They are easy to machine and weld. However, they lack significant strength or wear resistance. * Medium-carbon steels offer higher strength and toughness. They are harder to machine and weld. * High-carbon steels are best when wear resistance is crucial. They are more challenging to machine and weld.
For heavy-load dies, I might choose powder metallurgy steels. They offer high toughness due to their homogeneous structure. Carbide provides an excellent balance of hardness and shatter toughness. It ensures maximum wear resistance for dies and punches. Through Hardening Steel (1.2379) is a classic choice. It has excellent dimensional stability upon hardening. High-Speed Steel (1.3343 HSS) offers stronger wear resistance and hardness. It is common for STAMPING DIES and cutting parts.
Incorporating Safety Features in STAMPING DIES
Safety is always my top priority in die design. I build in features that protect operators. I ensure all moving parts are guarded. This prevents accidental contact. I also design dies for easy and safe material loading and unloading. This reduces the need for operators to reach into dangerous areas. I include clear markings and instructions on the die. This helps prevent misuse. I believe a safe die is a productive die.
Design for Manufacturability with STAMPING DIES
I always prioritize Design for Manufacturability (DFM) when I work with STAMPING DIES. This approach saves money and prevents headaches later on. A robust DFM strategy means I estimate all tooling costs for different design choices. Even a small, inexpensive component can complicate production if it needs a unique tooling setup. This principle applies directly to stamping dies. The part's design directly influences the die's complexity and cost.
I apply several DFM principles to ensure efficient and cost-effective stamping: * Punch Press Operations: For low-volume production, I consider standard tool geometries. For high volumes, I justify custom tooling. I maximize tolerances to reduce costs. Tighter tolerances increase wear on the punch and die. * Material Orientation: When I cut blanks, I consider how parts nest to save material. I also think about how the material's grain direction aligns with planned bends. Aligning the grain perpendicular to bend lines prevents cracking and weakness. This is especially true for less ductile metals. * Forming Operations: For forming, including stamping, I understand how desired features and tolerances are affected by various operations. This includes considerations for bends and bend allowances. * Bends and Bend Allowance: I understand how sheet materials respond to bending stress. Bend allowance helps me accurately relate the 2D blank geometry to the final 3D part. Incorrect bend allowances lead to tolerance issues. * Minimum Bend Radius: DFM principles tell me to consider bend radii in relation to material thickness. For ductile materials, the bend radius should be greater than or equal to the material thickness. Harder materials need larger radii. For example, Aluminum 6061-T6 needs 4x thickness. This varies based on material, thickness, forming techniques, and equipment.
I believe applying these DFM principles from the start ensures a smoother, more efficient, and ultimately more profitable manufacturing process.
Essential Maintenance for STAMPING DIES

I know that even the best STAMPING DIES need regular care. Proper maintenance is not just a suggestion; it is a necessity. It ensures longevity, consistent quality, and prevents costly downtime. I always prioritize these essential practices.
Regular Inspection and Cleaning of STAMPING DIES
I believe regular inspection and cleaning are the first lines of defense for any die. I always start with a thorough visual check. I look for any signs of damage. This includes cracks, chips, or deformations on working surfaces. I use magnifying tools for minor defects. Then, I systematically disassemble the die. I organize all components by function. This prevents loss and speeds reassembly.
My cleaning protocol is multi-stage. First, I manually remove heavy contamination. This includes slugs, grease, and debris. I use appropriate solvents and lint-free cloths. For hardened residues, I use advanced methods. Ultrasonic cleaning works well for baked-on lubricants. Dry ice blasting is great for delicate situations. It offers non-abrasive, residue-free cleaning. After cleaning, I thoroughly dry all components with compressed air. I pay special attention to water lines and deep recesses. Immediately, I apply a light coat of high-quality rust inhibitor. This protects the tool from moisture. I also use chemically treated wrapping tools.
I conduct an illuminated inspection under bright, controlled lighting. I start with a broad overview. Then I move to fine details. I use precision tools like a high-magnification loupe. Dye penetrant testing (DPT) helps me scrutinize high-stress zones for micro-cracks. I record all observations. This helps track wear patterns over time. I also measure critical dimensions with micrometers and calipers. I compare them to original specifications. This detects wear or misalignment. I assess moving parts for proper function and lubrication. I check springs, guide pins, and ejector systems. I verify correct alignment using dial indicators or laser systems. This structured approach helps me identify issues before they cause production problems.
Sharpening and Resurfacing STAMPING DIES
I know that sharp tools are efficient tools. Sharpening and resurfacing are crucial for extending die lifespan. I regularly check tools and dies for wear and tear. Sharpening punches becomes urgent when burrs increase. It also becomes urgent when hole quality is affected. Regular maintenance, including punch regrinding, is crucial. It extends punch life and reliability.
I use straight-line grinding. This technique machines a punch parallel to its Y-axis. It achieves a smoother finish. This reduces friction and pressure during stripping. It distributes force more evenly. It minimizes galling and tool wear. This results in a cleaner punch and more accurate hole diameter. I also sharpen punches with shear angles. This significantly reduces shock (tonnage) and recoil. It increases tool life. It reduces press wear. It minimizes punch head breakage and slug pulling. I always ensure proper alignment and calibration of the tools and dies after sharpening.
Proper Storage Techniques for STAMPING DIES
I believe proper storage is just as important as maintenance. It prevents damage when dies are not in use. I adopt good storage practices. This prevents mechanical damage from drops, collisions, or improper handling. It also prevents chemical wear from exposure to oils and coolants. Utilizing specially engineered die racks significantly prevents these issues. They extend die lifespan.
I maintain specific environmental conditions in the storage area. I keep the temperature between 18°C and 22°C (64°F and 72°F). This prevents thermal expansion and contraction. I keep relative humidity between 30% and 50%. This prevents corrosion and oxidation. I ensure the area is well-ventilated. This prevents moisture and pollutant accumulation. I store dies away from direct sunlight. This prevents fading and discoloration. I keep the storage area clean. It must be free of dirt, debris, and contaminants. This prevents scratches and other damage. I handle dies carefully. I store them in a way that prevents damage. I use protective packaging or secure racks/cabinets. I often wrap the tool in a bubble pack. I use the manufacturer's shipping boxes for safe storage when possible. I support rotary dies in blocks. I ensure nothing in the box comes into contact with cutting blades.
Troubleshooting Common Issues with STAMPING DIES
I know that even with the best design and maintenance, issues can pop up. Troubleshooting is a critical skill. It keeps our production running smoothly and prevents costly downtime. I always tackle problems head-on. I want to share how I handle common issues with STAMPING DIES.
Sometimes, I see iron filings. This means something is off with the material flow or cutting. I usually: * Recalculate bead or bending positions. * Adjust the bending gap. I might grind the forming block or punch. * Repair the R angle of the bending punch if it is too sharp. * Reconnect the cutting edge if the material is too little. * Re-grind the bead if it is too narrow.
Poor molding is another common problem. The part just does not form correctly. I fix this by: * Repairing the R angle of the forming punch if it is too sharp. * Adjusting the forming punch length to meet requirements. * Calculating the unfolded material. I repair the R angle or reduce the forming height if material is insufficient. * Adjusting the positioning or feeding device. * Adjusting the forming gap if it is too small.
I also encounter bending size inaccuracies. This means the part is not bending to the right dimensions. My steps include: * Adjusting the mold closing height or angle difference. * Replacing springs if their elasticity is insufficient. * Re-adjusting gap deviation if the material does not meet requirements or thickness deviates. * Adjusting positioning.
Beyond these specific issues, I watch for broader problems. Misalignment can cause wrong metal feeding. It can also damage punching tools. I accurately measure the die before stamping. I examine it often. I make timely corrections. Cracks and wear often develop from heavy forces and high stamping rates. I slow down the stamping rate. I use high-quality materials for the die. Edge distortion can warp parts. I optimize die design. This ensures even material bending. It reduces force on the material. I believe proactive troubleshooting saves time and money.
Future Trends in STAMPING DIES Technology
I see exciting changes ahead for STAMPING DIES technology. These innovations will make our manufacturing processes even better. We will achieve higher quality and greater efficiency.
Advanced Materials for STAMPING DIES
I am always looking for ways to make dies last longer. Advanced materials are the answer. Hardened tool steel is already a go-to for its durability. It resists wear and extends the life of our dies. We also use carbide and hardened steel for their strength in tough jobs. I have seen G35 titanium carbide steel carbide improve sharpening life by 5 to 10 times compared to older Cr12 steel dies. Tungsten-cobalt carbide is even better. It can boost die life by 20 to 30 times for similar parts. Companies like Dongri Technology develop special alloy compositions. These alloys enhance wear resistance. They extend die lifespan. This means fewer replacements and less downtime for us.
Smart STAMPING DIES and Sensor Integration
I believe smart tooling will change everything. We can embed sensors directly into our dies. These sensors monitor temperature, pressure, force, and location. They give us real-time data on die performance. This continuous feedback helps us track performance. We can spot problems early. This prevents faults and ensures consistent product quality. Advanced data analytics interpret this sensor data. They help us find patterns and optimize processes. This leads to data-driven decisions. Smart tools also enable predictive maintenance. We can monitor die conditions. This reduces downtime and extends tool life. We avoid unexpected breakdowns. Automated systems integrate with these smart tools. This ensures precise control over the stamping process. We get consistent force and speed. This results in high precision and repeatability. Remote monitoring lets us oversee production from anywhere. We can quickly identify issues and make adjustments. This technology also allows for more customization. We can fine-tune dies based on real-time data. This adapts to different materials or product needs. Tooling-integrated sensing systems use methods like mutual inductance. They measure sheet draw-in. They also measure contact pressure. This greatly improves our ability to observe the stamping process online. Force sensors embedded in the die help us study pressure variations. Numerical interpolation of this data creates contact pressure distributions. This helps us control the process and reduce product differences. This integrated sensing helps us create new products and processes. It also supports condition-based maintenance by showing localized tool wear.
Additive Manufacturing for Die Components
I see additive manufacturing (AM) playing a bigger role. It is increasingly explored for sheet metal processing. This includes STAMPING DIES. AM offers reduced production costs and faster manufacturing times. Material availability is also improving. Researchers show promising results for AM in die fabrication. Making metal dies with methods like Selective Laser Sintering (SLS) is possible. Sheet Lamination also works. However, these are not yet cost-effective due to high production and post-processing costs. Material Extrusion (MEX) using polymers has been successful. We use it for embossing or bending devices. Results vary based on sheet metal thickness and material. Polymer AM tools offer lower production costs. They also have shorter manufacturing times than traditional steel tools. Studies show 3D-printed polylactic acid (PLA) components work for stretch forming dies. They can process materials like aluminum 2024-T0 sheet metal.
Sustainable Practices in STAMPING DIES
I believe we have a responsibility to protect our planet. This commitment extends to how we design and use STAMPING DIES. Sustainable practices are becoming essential in our industry. They help us reduce our environmental footprint.
Ms. Sarah Richards, an environmental advocate and manufacturing consultant, highlights this shift. She notes:
“The integration of sustainable practices in stamping die technology is a positive step towards a more eco-conscious future for the automotive industry. Manufacturers are not only meeting regulatory requirements but are actively contributing to a cleaner, more sustainable manufacturing ecosystem.”
I see many manufacturers adopting eco-friendly approaches. We are introducing new materials and processes. These changes help us minimize waste. * We use innovative die lubrication systems. This reduces waste significantly. * We are increasing our use of water-based lubricants. * We also use more biodegradable materials.
My goal is always to minimize waste and pollution. I achieve this through continuous improvement. We optimize our production practices. We manage our processes and materials better. We also train our employees on these important methods. I actively support renewable energy sources. I also seek partnerships to help mitigate climate change. This reduces our emissions. I encourage our suppliers to comply with ISO14001. This ensures all purchased materials meet legal and safety rules for hazardous substances. This commitment helps us build a more sustainable future.
I believe informed STAMPING DIES selection is vital. It drives our manufacturing success. Choosing the right tool ensures quality and efficiency. Innovation in die technology continues. We see new materials and smart tools. They change how we work. Mastering these dies helps us achieve manufacturing excellence. I am confident you can reach peak performance.